受注から出荷までの各工程において、
徹底した品質管理を実施しています。
徹底した品質管理を実施しています。
① 受注
加工対象箇所・要求事項をお客様と確認し、
「思っていた加工と違う」「図面解釈の違い」などのトラブルを
未然に防ぎます。
「思っていた加工と違う」「図面解釈の違い」などのトラブルを
未然に防ぎます。
✓ 加工対象箇所・非加工箇所の明確化
✓ 図面と加工モデル間のアンマッチ確認
✓ 不明点・懸念点の事前相談・合意
② 工程内検査
不良を工程内で止めることで、
品質のばらつきや手戻りを防ぎます。
品質のばらつきや手戻りを防ぎます。
✓ 寸法測定、肉厚、ヨリ、などを確認
✓ 公差が厳しい穴径を全数検査
✓ 加工途中の製品は、同じ製品の加工工程毎に分け、
箱に入れて保管
箱に入れて保管
✓ 加工治具・圧検治具は、全てナンバリング管理
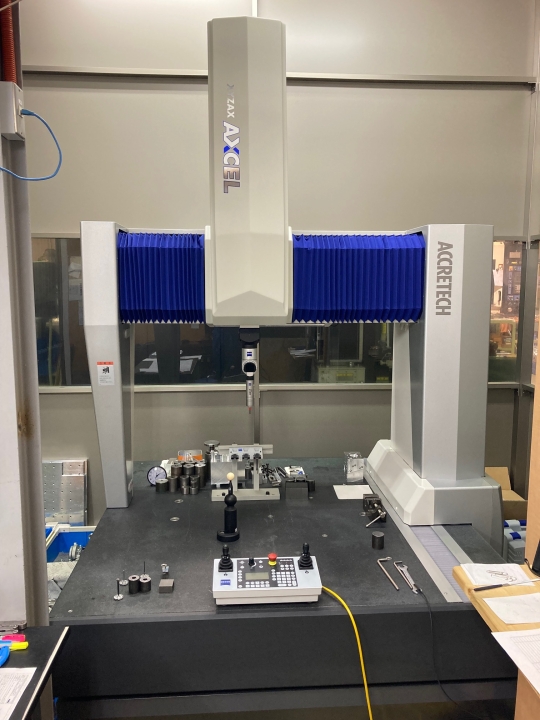
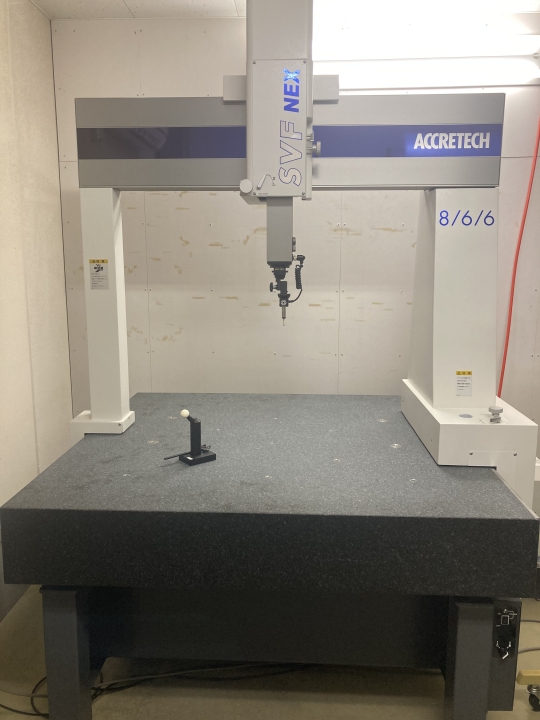
③ 完成品検査
専属検査員による完成品検査を行うことで、
加工不良や加工レスを防ぎます。
加工不良や加工レスを防ぎます。
✓ 検査室の室温は、24時間365日一定
✓ 測定品は、測定日の前日から検査室に置き、
製品温度を確認してから測定
製品温度を確認してから測定
✓ 検査員は、専用の検査器具を使用
④ 外観検査|納品
出荷前に 製品状態を最終確認し、不良品混入を防ぎます。
✓ 奥まった製品内部は、ファイバースコープにて目視確認
✓ 全数を同一手順により目視確認、指触でバリ等を確認
⑤ 在庫管理
必要なタイミングで必要な製品を安定供給できます。
✓ 良品在庫は、管理番号を付けて専用棚に保管
✓ 在庫数量の常時把握と更新
✓ 在庫数量の常時把握と更新